
精密加工和表面质量是金属零件制造商关心的主要问题。在任何硬度的金属表面上,采用非接触式的方法可以加工出具有亚毫米级精度的干净表面,这似乎令人难以置信。然而,2016 年慕尼黑 COMSOL 用户年会上介绍的脉冲电化学加工(PECM)就是这样一种专门使用数值模拟进行详细研究的非接触式方法。
什么是电化学加工?
经常阅读 COMSOL 博客的读者可能会记得,许多电化学过程都可以对金属物体和表面的制造进行精确控制,例如,在电镀 中,将基板制成阴极,以便在基板表面电沉积形成一层薄金属层。在电化学加工(ECM)中,该过程是反向的。即将阳极电流施加在基板上,通过电解作用将金属去除至基板和驱动电流的阴极工具之间流动的电解质溶液中。
通常,腐蚀工程师不希望由于电极反应而造成溶液中金属的损失,因此,有意造成这种金属损失是不太可能的。材料的去除可以控制是能够使制造的零件具有精确形状和光滑表面的关键。2013 年在波士顿举行的 COMSOL 用户年会上发表的一篇研究论文中, Bruce Bingham 和 John Parmigiani 将电化学加工描述为“高度加速和可控的腐蚀”。
与其他加工方法相比,电化学加工的优点是什么?首先,阴极工具与基板之间没有机械接触。因此,不存在如机械切割或精加工过程中可能发生的工具应力或破损的风险。电化学加工可以快速使基板成型,并且由于其是通过化学反应而不是机械过程进行的,因此本体机械性能(例如基板的硬度)不会直接影响该方法的可行性。同理,由于金属表面的原子层直接反应,而无需进行表面机械磨损或抛光,因此表面光洁度通常非常干净,并且没有摩擦加热的风险。
电化学加工只能用于发生电解反应的导电和电化学反应材料,因此,这通常将其应用限制在铝或钢之类的贵金属上。然而这种选择性也可以成为一种优势,因为 ECM 可以与非导电材料(例如,在生产过程中不应该被加工成型的聚合物)一起原位应用。此外,还可以与电镀中使用掩膜相似的方式调动聚合物片以引导加工成型的空间轮廓。
当然,电化学加工也存在一些挑战,例如预测整个基板上的电流密度和加工速率的分布。尽管阴极工具不会磨损,但由于沉积或电解产品的表面阻塞,可能仍需要对其进行更新。电解产生的副产物(例如氢气气泡)也可能会中断基板上施加的电流。并且,尽管没有摩擦加热,但是由于电阻电解质中电流的流动而产生的焦耳热仍然很明显。
应对这些挑战的一种方法就是对脉冲电化学加工的改进,也就是使来自阴极工具的施加电流非恒定。相反,以短脉冲形式施加电流,并随工具的上下移动而计时。这有助于在加工过程中更新工具与基材之间的电解质。如果电解质被电解产生的副产物污染,那么加工速度可能会受到限制或很难控制。
另一种应对 ECM 挑战的重要方法是,使用仿真来预测实际制造案例中的 ECM 行为。下面,我们详细了解仿真在优化加工过程中所起的作用。
模拟电化学加工过程
近年来,由德国开姆尼茨工业大学的 Matthias Hackert-Oschätzchen 领导的研究团队使用 COMSOL Multiphysics® 软件开发了电化学加工的仿真程序。这项研究是其与开姆尼茨的弗劳恩霍夫机床与成型技术研究所的 Andreas Schubert 及其他研究人员合作进行的。为了增进对脉冲电化学加工的理解,这些研究人员利用 COMSOL 的多物理场耦合能力来研究多种相互作用的物理效应。
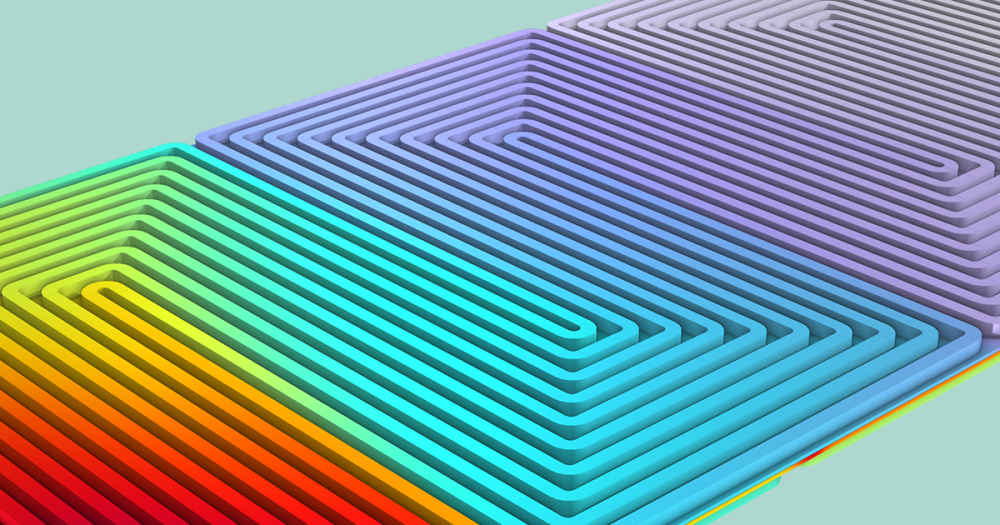
在一项研究中,Hackert-Oschätzchen 和 M. Penzel 等人想出了一种“精密”的电化学加工方法,该方法能够制造用于冲压或挤压模具的复杂表面几何形状,特别是在金属表面上形成小坑或“凹痕”。
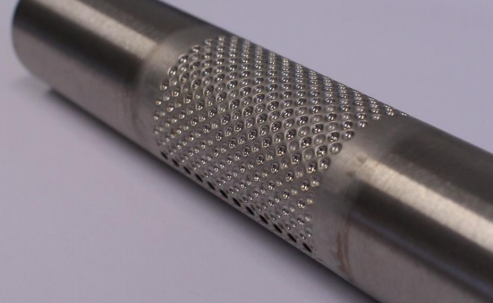
ECM 可用于制造复杂的几何形状,例如这种凹痕结构的表面。
这里,我们使用一个尖头阴极工具来去除工件上的局部材料。通过经验(列表)函数将描述表面相互作用的详细化学性质的实验信息纳入模型中,以确定电解质电导率对间隙厚度的依赖性,以及材料去除率对电流密度的依赖性。通过模拟阴极工具随时间变化的运动,研究人员预测了 1.4301 不锈钢在 6.2 伏外加电压下溶解 25分钟后的加工凹痕形状的轮廓。工具形状与加工几何轮廓之间的关系为进一步工艺设计提供了有用的信息。
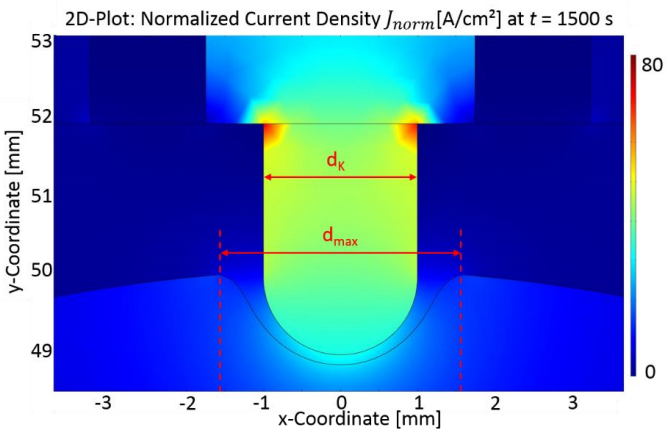
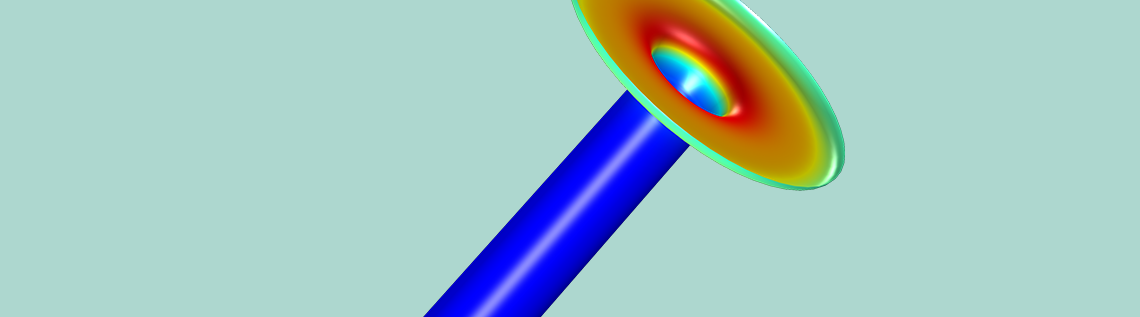
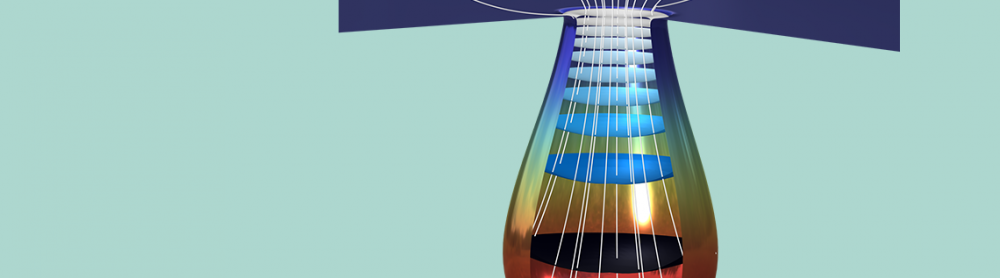
模拟 25 分钟后的归一化电流密度。
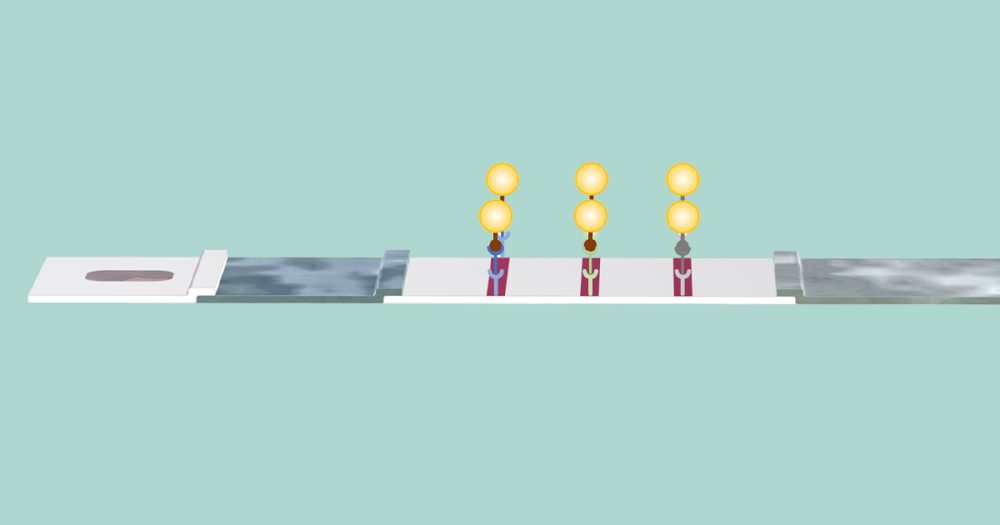
在另一项研究中,Hackert-Oschätzchen 和 M. Kowalick 等人研究了脉冲电化学加工过程中对 1.4301 不锈钢的多物理场效应,包括热传递和副产物的化学影响。他们的模型描述了由于电解液被迫通过工具和基板之间的狭窄缝隙而导致的流体流动,以及电解液中所产生氢气的体积分数。
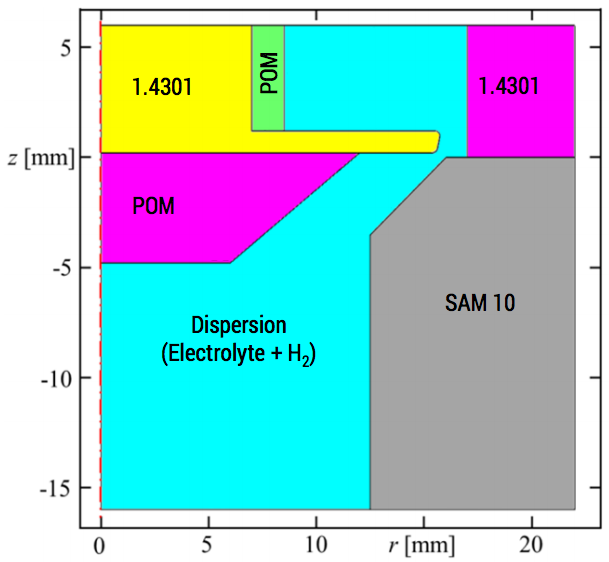
用于脉冲电化学加工仿真的二维轴对称几何。
氢气是阴极工具上电解反应的副产品。由于氢气泡不导电,因此在氢气泡积聚的区域中总电解质电导率降低,从而降低了基板上的局部电流密度和加工速度。特别地,横向工作间隙区域被识别为加工速度受限的区域。
据研究人员称,对阴极工具的准确预测和优化取决于对氢气副产物阻碍电流流动的影响以及焦耳热引起的温度梯度的热力学影响。
通过多物理场分析, 并且基于对通过其简化模型逐步开发的 ECM 工艺设计的理解,研究小组很容易就能将所有这些影响包括在内。
动手尝试:在 COMSOL Multiphysics® 中模拟电化学加工
受 Hackert-Oschätzchen 研究小组理论研究的启发,COMSOL 将他们已发表的一个研究成果开发成了一个教程模型,帮助其他仿真工程师研究电化学加工仿真。根据 2012 年米兰 COMSOL 用户年会演讲中介绍的常规(非脉冲)电化学加工模型的研究,我们开发了微孔的电化学加工教程模型。
从 COMSOL 在线案例库或通过 COMSOL Multiphysics 软件中的案例库下载该教程模型,其中附带详细的步骤说明。
延伸阅读
在完整的会议资料中获得有关本文讨论的研究的更多详细信息:
PS:欢迎参加今年的COMSOL 用户年会!
评论 (0)