结构 & 声学 博客文章

仿真助力扬声器开发的 6 个示例
从用于虚拟现实游戏的耳机到用于助听器的强大换能器,这里有 6 个多物理场仿真示例,用于开发新的和改进的扬声器产品。
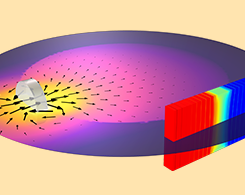
如何使用 COMSOL Multiphysics® 模拟霍尔效应传感器
霍尔效应传感器的基本工作原理:附近的磁场使通过半导体传感器的电流路径发生偏转,从而导致电位发生可测量的变化。
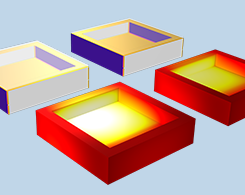
应该使用哪个辐射接口建立传热模型?
与传导和对流传热机制相比,辐射传热有其独特的特点。例如,辐射不需要任何介质就能远距离传输热量,在非常高的温度下主要是辐射传热产生作用。此外,辐射依赖于方向、波长和温度。那么,在 COMSOL Multiphysics 软件中,哪个接口可以最好地考虑我们传热模型中的辐射?
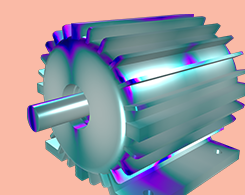
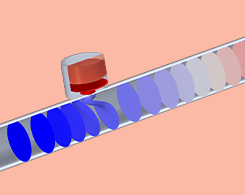
一场“安静”的革命:通过仿真分析电动机噪声
一个多世纪以来,世界在电动机的帮助下不停地运转。当人类社会享受到从电风扇到汽车等由电动机带来的各种好处时,人们可能就会要求这些机器变得更加安静。电动机发出的声音是一种多物理场现象,因为电动机的电磁运作会通过机器和周围的空气传送振动。
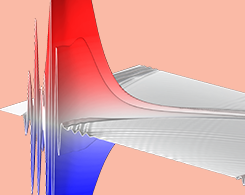
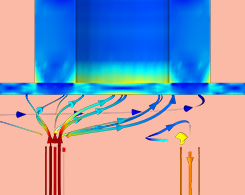
通过仿真分析高强度超声聚焦技术在生物组织中的传播
高强度超声聚焦(High-intensity focused ultrasound,HIFU)是一种用于生物医学领域的非侵入性技术,包括手术、癌症治疗和冲击波碎石术。当施加高强度聚焦超声时,超声波在焦点上耗散实现组织凝结和消融。我们可以通过仿真进一步分析该技术的声学特性和非线性性质。

在 COMSOL Multiphysics® 中模拟热机械疲劳
今天的客座博主是来自Lightness by Design公司的 Björn Fallqvist 博士,他在文中讨论了分析热机械疲劳的不同考虑因素和方法。 在这篇博客文章中,我们研究了 COMSOL Multiphysics® 软件中用于分析热机械疲劳的相关材料模型(模型使用了来自热机械疲劳测试的实验数据,以及参考文献中的材料参数)。随后,对在高温下运行的压力容器进行了分析,并使用非线性连续疲劳损伤模型评估疲劳寿命。 为什么要分析热机械疲劳? 在许多应用中,传统的等温疲劳分析是不够的,因为部件在高温下或在高温循环下工作时,材料性能与室温有很大不同。这种应用的典型例子是涡轮机和发电厂部件。 传统的疲劳分析,尤其是高周疲劳(high-cycle fatigue,HCF),不能直接考虑高温造成的影响。在高周疲劳区域中,载荷较低,蠕变等影响可以忽略不计。有时,S-N 曲线会减小,以解决温度升高时疲劳强度降低的问题。然而,这没有考虑到温度和载荷同时循环时的影响,即所谓的热机械疲劳。这种温度变化的影响在低周疲劳(low-cycle fatigue,LCF)区域中尤为重要,在该区域,需要考虑多个方面,主要是弹塑性和蠕变的材料性能变化。 评估高温下疲劳性能的一种方法是使用样品在多个温度下的稳定(通常是寿命中期)应力-应变曲线,以获得应力或应变幅度,并确定控制非线性应力-应变曲线的硬化参数。理论上,人们可以用一组特定的外加载荷和温度组合进行实验,并尝试根据实验结果估算疲劳寿命。然而,热机械疲劳测试需要相对较长的时间,并且成本较高。评估高温下疲劳能力的一种更方便的方法是使用描述应力水平和失效循环关系的解析表达式,并根据温度对其进行修正。 热机械疲劳试验 在热机械疲劳试验中,试样通常同时承受循环应变和循环温度。这可以是同相(IP)或异相(OOP)。对于前者,最大拉伸载荷与最高温度同时出现,对于后者,最大拉伸载荷出现在最低温度时。 为了与本篇博文中的实验结果进行比较,我们参考了参考文献 1,其中研究了 P91(一种常见的电厂用钢) 的热机械疲劳。我们从参考文献 2 中获得了模型材料参数,获得了应力-应变曲线。值得注意的是,对于参考工作,使用统一的模型(即黏塑性应变由塑性和蠕变分量组成)。然而,这只会影响模型蠕变部分的值。 热机械疲劳分析的材料模型 作为温度的函数的材料模型参数(参考文献2)如下表所示: Temp [°C] E [MPa] k [MPa] Q [MPa] b [-] a1 [MPa] C1 [-] a2 [MPa] C2 [-] Z [MPa s1/n] n [-] 400 187,537.0 96 -55.0 0.45 150.0 2350.0 120.0 405.0 2000 2.25 500 181,321.6 90 -60.0 0.6 98.5 2191.6 104.7 460.7 1875 2.55 600 139,395.2 85 -75.4 1.0 52.0 2055.0 463.0 […]
如何使用 COMSOL 软件模拟压电微泵
在这篇博客文章中,我们将给大家展示由 Veryst Engineering 公司的 Riccardo Vietri,James Ransley 和 Andrew Spann 提供的压电微泵模型。我们将介绍如何将压电材料与流固耦合作用结合起来,以及如何使用简单的速度相关公式来描述入口和出口边界处的单向阀的作用。
使用 COMSOL Multiphysics® 模拟多孔介质的声学特性
今天的特邀博主 Kirill Horoshenkov(FREng)是来自英国谢菲尔德大学(the University of Sheffield)的声学教授,他讨论了如何使用 COMSOL Multiphysics® 软件和声学模块模拟多孔介质的声学特性。 对于多孔介质的声学特性,我们感兴趣的方面是它对入射声波具有极强的吸收和修改能力,其中入射声波与填充材料孔隙的流体会发生相互作用。黏性摩擦、惯性和热耗散效应是产生刚性结构多孔介质声学特性的主要原因。这些效应受材料的孔隙率和其他孔隙结构参数影响。对于大多数实际工程问题而言,尽管我们并不直接关注多孔材料的声学特性,但研究声学特性、孔隙率和结构形态之间的关系却非常有意义。 在与能量存储相关的应用中,测量影响多孔隔板的电解质吸收及导电能力的陶瓷隔板的孔隙率和曲折率非常重要;在与过滤操作相关的应用中,定期测量与上述相似的特性可以确定在有流体流动的情况下膜的渗透性;在制药应用中,通常需要测量平均粒度和压实度,粒度分布以及颗粒混合物吸收的水分量。在化学和化学工程应用中,重要的是要了解材料的内部孔隙表面积,用于通过输送催化剂控制化学反应并将有毒物质转化为化学惰性键。在噪声控制应用中,我们关注的是评估多孔层吸收声音的能力。 6 参数 Johnson–Champoux–Allard–Lafarge 模型 COMSOL Multiphysics 软件包含一系列可以预测多孔介质声学特性的模型。在以往的应用中,声学模块的 多孔介质声学功能(图1)中所包含的 Johnson-Champoux-Allard-Lafarge(JCAL)模型一直用于此目的,其结果被广泛参考(截至 2020 年 11 月 15 日,已有超过 2000 个 Scopus 文摘和引文数据库引用)。 JCAL 模型最初于 1991 年被提出(参考文献1)。它需要 6 个非声学参数来预测材料孔隙中流体复杂的、随频率变化的动态密度: (1) \rho(\omega)=\frac{\rhof \alpha\infty}{\epsilonp} \left[ 1+\frac{\sigma \epsilonp}{i \alpha\infty \rhof \omega} \left( 1+\frac{4i \alpha ^{2}\infty \mu \rhof \omega}{\sigma^2 \Lambda^2 \epsilon^{2}{p}}\right)^{1/2} \right] 以及动态可压缩性 (2) C(\omega) = \frac{\epsilonp}{\gamma P0} \left[\gamma – \frac{\gamma-1}{1-\frac{i \sigma’ \epsilonp}{\rhof \alpha\infty N\textrm{Pr} \omega} \left(1+\frac{4i \alpha^{2}{\infty}\mu \rhof N\textrm{Pr}\omega}{(\sigma’ \Lambda’ \epsilon_p)^2}\right)^{1/2}} \right] 图1 多孔介质声学接口的设置窗口的屏幕截图,显示了 JCAL 模型的 […]