通过仿真预测焊缝的疲劳寿命
2020年 2月 20日
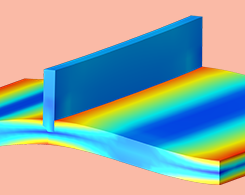
焊接是连接金属结构最常用的技术之一,被广泛用于建筑、石油和天然气,以及船舶等多个领域。焊接是一个复杂的过程,可以改变被连接组件的力学、化学和冶金性能。这篇博客,我们将重点关注使用有限元模型表征焊缝的不同方法,以及如何通过评估焊缝中的应力来预测疲劳寿命。 焊接过程简介 焊接是通过高温使基材熔化,从而在两个组件之间形成永久连接的一系列过程。焊接过程中所需的温度可以通过如燃烧、电流、电子束、摩擦或超声波等不同的能量源实现。焊接技术可应用于金属和热塑性塑料,本文我们将重点讨论金属焊接。 焊接过程会导致材料性能发生变化,因此对焊接中的应力进行评估是一项复杂且富有挑战的任务。其中的困难包括: 化学成分的变化 基本金属和填充合金(如果存在的话)的化学组成在加工过程中可能会改变,因为高温扩散或合金焊池中的直接混合会改变合金组份的浓度。 冶金结构的变化 焊接过程中产生的高温可能会改变邻近焊池区域的微观结构。由于高温冷却过程中的热分布不同,化学组成相同的合金可能会呈现出不同的微观结构。这种变化还将改变材料的力学性能,例如屈服应力、延展性或硬度。COMSOL Multiphysics 中的金属加工模块可用于分析金属合金中的这些效应。 热力学效应 焊接过程中的温差以及合金的热膨胀会在连接处产生热应力。由于在高温状态下,大多数金属合金的屈服应力会降低,因此热应力很可能会达到基材或熔合区的屈服应力。焊接过程中产生的塑性应变将引起残余应力,这也会影响接头的疲劳寿命。 几何形状变化 由于一些热源具有脉冲特性或者焊接过程本身存在可变性,因此很可能会发生几何形状改变,从而导致焊缝形状与理想分布不同。这种变化会引起额外的应力集中。 正如关于激光束焊接的博客或者激光焊接优化案例模型中所展示的那样,虽然 COMSOL 软件能够模拟完整的焊接过程,但大多数工业应用需要简化焊缝应力评估来预测疲劳寿命。现有的标准和设计规范中对这些方法都有描述,但主要是针对电弧焊工艺,有关电阻焊接或摩擦焊接等技术的方法尚未涉及。 本文,我们将分析一些模拟焊接的简单方法,来评估焊缝内部和周围的应力分布,并展示如何在 COMSOL Multiphysics 中实现。 焊接和疲劳 疲劳是指材料在未损伤条件下承受远低于破环应力的循环载荷时,产生裂纹并扩展最终导致组件失效。导致失效的循环次数不仅取决于材料的弹性和载荷,还会受到如残余应力、材料断裂韧性、不连续性、晶粒尺寸、温度、几何形状,表面光洁度或腐蚀等各种因素的影响。由于焊接几乎可以在局部修复所有这些因素,因此对焊缝内部及周围的疲劳寿命进行预测备受关注和研究。 根据载荷的性质以及受循环载荷影响的材料类型的不同,有多种方法可以预测疲劳寿命。对于高周疲劳预测,大多数方法都使用了材料的 S-N 曲线。这些曲线描述了应力水平与直至裂纹出现所需的循环次数之间的关系。 上图显示了两种合金的经典 S-N 曲线。钢合金通常具有持久极限,低于此极限永远不会出现疲劳失效。其他合金可能没有这样的持久极限,任何水平的应力最终都会引起疲劳失效。 如上图所示,10% 的应力变化意味着引起失效的循环次数相差2 倍以上(在钢合金中甚至更大)。因此,在较高的置信度水平下确定焊缝处的应力对于预测焊缝的疲劳寿命至关重要。 了解更多有关疲劳预测的研究和方法,请参考 COMSOL 结构力学模块附加的疲劳模块。 了解焊接几何 焊缝通常按所连接组件的相对位置进行分类。下面,我们分析一个角焊缝示例。角焊缝是两个组件以一定角度连接的焊缝。角焊缝是连接管道、垂直板或重叠板时常用的方法。一个合格的角焊缝,需要实现根部完全融合,并使焊缝在其长度范围内的尺寸最小(以喉部厚度或焊脚长度表示)。 角焊缝焊接过程示意图。根据焊接参数和材料的不同,焊缝(浅灰色)呈现凹面或凸面。热影响区域(卡其色)的材料特性与基材(深灰色)不同。 由于焊接质量对焊接速度、部件预热、焊枪相对位置和焊接电流等焊接参数非常敏感,因此通常焊接完后会进行焊接检测。评估焊接质量的方法有很多,包括目视检测、超声波检测,染料渗透剂检测和荧光渗透剂检测,等等。 在实际操作现场,大多数焊缝因受限于检测条件,都无法确保焊缝完全穿透接合板。这就是为什么在进行焊缝应力分析时,仅将焊喉作为载荷路径,并假设基材不会对焊接接头的刚度有影响的原因之一。 名义应力法 像欧洲标准(EC)或国际焊接学会(IIW)等标准推荐设计人员使用名义应力法。该方法仅适用于某些特定材料和几何形状,它通过计算焊缝处的等效应力或名义应力,并将其与为每个细节类别定义的经验 S-N 曲线进行比较,来评估焊缝应力。 图示应力分量用于计算等效应力,以及两种不同的焊缝。 该方法的优点是使用简单,但也存在一系列限制。它不适用于标准中未列出的材料或构造细节,即使对于列出的情况,也可能难以判断焊接接头的类别。此外,焊接接头可能会在标准未列出区域产生疲劳裂纹。尽管该方法存在缺点,但由于其操作简单,仍然是最常用的方法。 根据 IIW 的标准,当面临复杂的载荷条件时,可以使用有限元方法(FEM)确定名义应力。在这种情况下,可以构建相对简单且粗略的模型来确定名义应力。如果网格较粗糙,则应在焊缝截面使用节点力而不是单元应力,以避免低估应力。计算修正的(局部)名义应力时,必须注意确保排除焊接接头结构细节引起的所有应力集中效应。 确定载荷分布的最简单的有限元方法是将焊缝视为焊接组件之间的连续性特征。这种方法没有考虑焊缝的柔韧性,因此,当存在多个焊缝可作为载荷路径时,或者确定结构的整体刚度至关重要时,这种方法就不再适用。考虑使用此方法测量的节点力时应予以注意,因为可能需要一些操作才能将其转化为焊缝中的应力。 简化焊接分析的示例。左侧为施加的载荷,右侧为网格和位移。中间为外壳的三维结构与 von Mises 应力。为了清楚起见,节点力显示在右侧,并且元件已缩小。 在 COMSOL Multiphysics 中,“节点力”可以理解为反作用力。由于反作用力仅在存在约束的情况下可用,因此可以使用通过连续性条件连接的组件。 表征焊接接头的一种更准确的方法是用壳模拟每个焊喉。该方法需要在焊喉的中平面上创建表面。不同板之间的连接取决于角焊缝的数量以及它们是否部分或全部熔透。该方法可表征焊喉部的柔韧性,因此更适合分析载荷路径和整体结构的刚度。 左侧为四种焊缝,右侧为等效的壳表示。壳的厚度用透明盒子表示。 下图显示了包含两部分熔透的角焊缝的焊接接头示例。如图所示,这种表示方法将焊接应力分布在一个较大的区域,从而降低了柔韧性和焊缝周围的应力。特别表征焊缝喉部的另一个优点是,可以直接利用节点力导出名义焊接应力。 一个焊缝分析的示例,其中用网格表示焊缝喉部。左侧显示了施加的载荷、网格和位移。中间为壳的三维结构与 von Mises 应力。为了清楚起见,右侧显示了节点力,并且元件已缩小。箭头的色阶和大小与前文所述图像相同。 名义应力法是计算焊缝疲劳寿命的一种相对简单且成本较低的方法,非常适合使用 COMSOL Multiphysics 获得载荷和应力分布。 有效缺口应力法 计算焊接接头疲劳寿命的另一种方法是分析焊缝的最终几何形状,即有效缺口应力法。此方法要求将结构模拟为实体,因此使用壳模拟结构的行为是行不通的。使用此精细模型计算出的应力可以直接与并不特定用于某类接头的 S-N 曲线进行比较。如前所述,由于焊缝的形状存在高度可变性,该方法基于喉部厚度和一定的缺口半径假设了一个有效的焊缝轮廓。 完全熔透的双面焊缝模型。右侧的细节显示了峰值应力与假设的 1 mm 缺口半径密切相关。 从上文的图中可以看出,峰值应力分布在局部区域,除非网格足够细,否则无法捕获。下图显示了峰值应力与最小网格大小的关系。 使用不同的网格大小计算出的缺口处的最大主应力。 如上图所示,在这个示例中,要正确捕获峰值应力,需要使用小于 […]