
如果您正在开车,可不是发现方向盘是否存在缺陷的最好时机,这也是为什么在制造过程中要格外小心的原因。在生产过程中,对注塑模具冷却的仔细控制可以帮助保证我们生产出合格的产品。本文中我们使用‘非等温管流’接口和‘固体传热’接口,研究了聚氨酯汽车方向盘注塑模具的冷却过程。
注塑模具制造简介
注射成型能够快速方便地实现产品的大规模制造,它是一种最常见的聚合物加工方法。1872 年,John Wesley 和 Isaiah Hyatt 最早为此项工艺申请了专利。二战期间,由于需要快速生产出大批量的产品,注塑技术得到了飞速的发展。随着时间的继续及各种新型制造材料的持续开发,注塑制造一直保持着稳定的发展速度。
在一个注塑周期内,冷却会占用多达 50% 的时间,它是制造过程中重要的一个步骤。冷却不当会造成起泡(产品表面部分区域突起)、缩痕或“下沉”(产品部分区域凹陷),甚至发生翘曲或扭曲。如果不能恰当冷却而引发的产品变形或缺陷,将会造成时间、资金和材料的极大浪费。如果经注塑制造的产品非常重要,比如汽车的方向盘,那么产品的瑕疵将带来非常危险的后果。

聚氨酯方向盘。
模拟注塑模具的冷却过程
我们这里模拟的是方向盘轮圈的上半部分,由聚氨酯加工而成。产品模具为 50 * 50 * 15 cm 的一个钢块,包含两个直径为 1 cm 的冷却流道。请记住,结果中冷却流道的属性和位置均是我们要考虑的重要方面。在我们的仿真中,注射后模具的平均温度为 473 K。使用室温下的水作为冷却流体,流速为 10 升/分钟。需要仿真 10 分钟的冷却过程。
‘非等温管流’接口利用动量和质量方程描述了冷却流道中的流动。Churchill 摩擦模型计算了由于粘性剪切造成的压降。仿真可涉及层流和湍流,已经预定义在接口中。
使用‘非等温管流’接口计算了管道中冷却水的温度分布和传热。使用‘固体传热’计算了钢块和聚氨酯产品中的传热和温度分布,它可以无缝耦合至管道计算。此外,COMSOL Multiphysics 5.0 版本支持自动确定管道流是层流还是湍流,并会自动相应调整压降和传热属性。
结果
水流入流道两分钟后,仍需要大量的冷却。模具中最高温与最低温区的温差为 40 K。
")
")
经过 2 分钟的冷却后,聚氨酯方向盘(左)与整个钢模具(右)中的温度分布。
10 分钟后,钢模具的温度更加均匀,但冷却流道入口与出口仍存在 20 K 的温差。
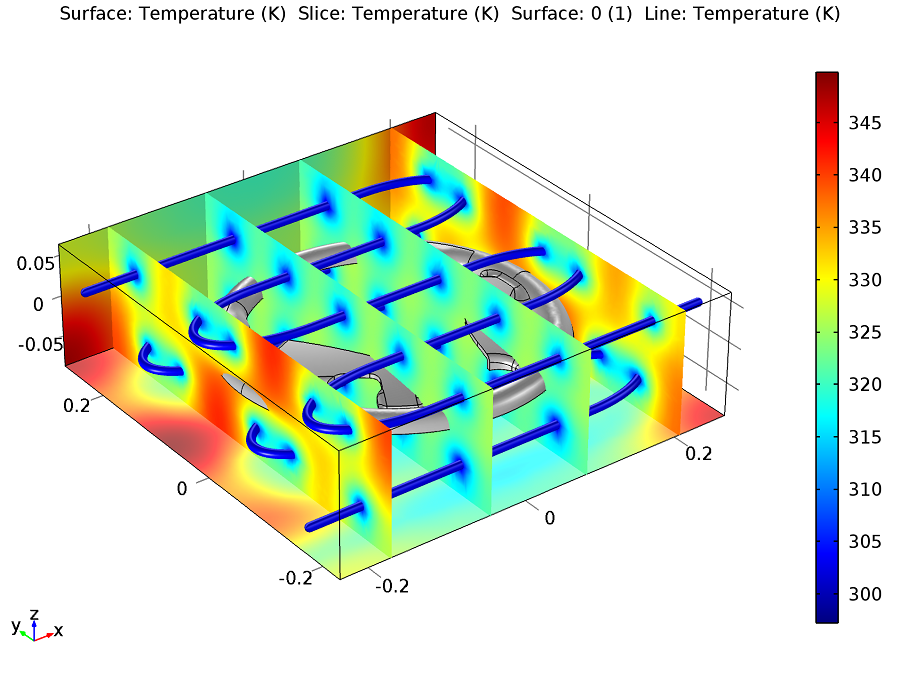
经 10 分钟冷却后的注塑模具。
我们可以方便地在仿真软件中更改不同因素,以便获取更多信息。经过最初的仿真后,我们可以更改水的流速、冷却流道的表面粗糙度和模具的材料,以便分析不同的模具冷却过程。
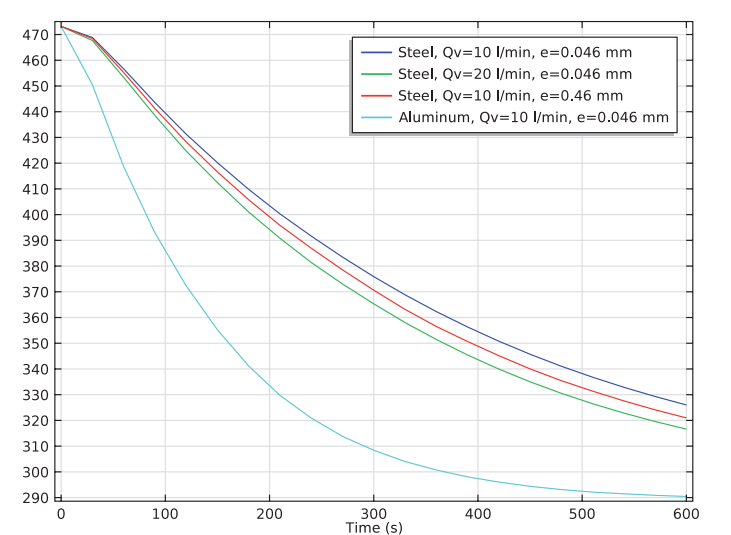
聚氨酯方向盘的温度随不同因素的更改而改变。
结果显示,模具材料的导热系数对于注塑模具的快速冷却最为重要,把模具材料从钢改为铝将能极大地减少冷却时间。另一方面,将流速从 10 升/分钟提升到 20 升/分钟也能缩短一些冷却时间,但将冷却流道的表面粗糙度增加 10 倍对冷却效率的贡献很小,无法补偿由此造成的压降。
扩展阅读
- 自己动手操作: 下载注射模具冷却模型
- 博客:如何轻松连接一维管道与三维流动域

评论 (3)
张 信峰
2017-12-29您好我想问一下和这个案例无关的问题,在管道流中前一部分是层流后一部分是湍流,层流出口是湍流的入口,这种情况该如何设置?一个管道流的不同流域是否可以用不同的物理场模型,这种情况承上启下的接口如何设置?麻烦您了
张 信峰
2017-12-29您好我想问一下和这个模型无关的问题,在管道流中前部分是层流,后一部分是湍流,在一个模型中是否可以设置两个流动模型,这样在边界处如何设置,即层流出口是湍流进口这样如何设置?
宇航 秦
2018-01-02张信峰,您好!
感谢您的评论。
模型相关的问题,请您联系我们的技术支持团队:
在线支持中心:cn.comsol.com/support
Email: support@comsol.com
谢谢!